

钎焊金刚石锯片作为现代硬质材料切割的利器,其核心优势源自高强度钎焊工艺与科学的刀头结构设计。锯片由高品质金刚石颗粒通过铜银钎料以高温钎焊技术牢固固定在钢质基体的齿形区域,实现颗粒与基体间的强韧结合,保障切割过程中颗粒不易脱落,显著延长锯片寿命。此种结构保证了切割齿的高效磨削能力和耐磨损性能。
钎焊金刚石锯片的核心在于钎料的选择与钎焊工艺参数优化。采用铜银合金作为钎料,结合900°C以上的钎焊温度,使金刚石颗粒与基体紧密结合,形成高密度的焊接层。此工艺显著提升了颗粒的机械咬合力,避免了常见的颗粒脱落和磨粒聚集现象,有助于保持锯片的切削锋利度并延长使用周期。测试数据显示,优质钎焊锯片的使用寿命通常较普通焊接锯片提升30%以上。
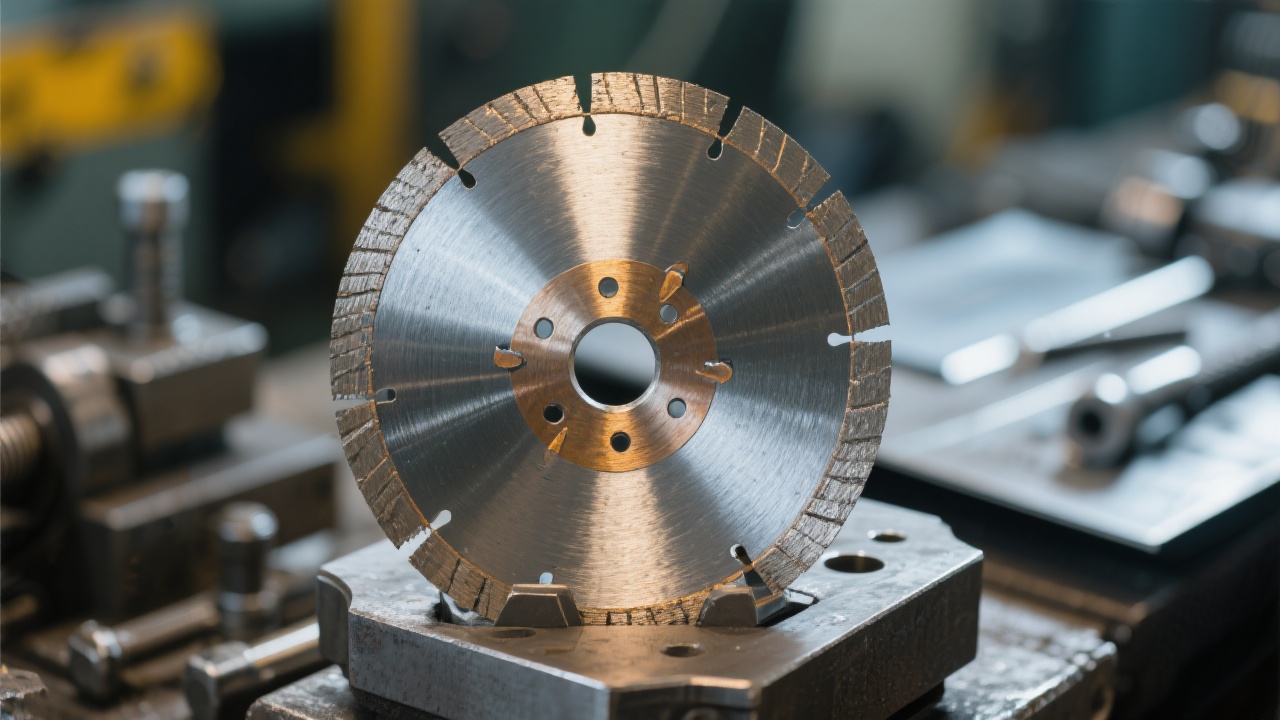
钎焊金刚石锯片采用科学的齿形设计与分布间距,兼顾切割效率和振动抑制。特定波浪形齿与凹槽结构设计不仅优化了切割颗粒的受力分布,还能有效降低高速旋转时的振动幅度和运转噪音,提升操作人员的舒适感和安全性。此外,合理的齿距间隔结合精准的刃口角度,有利于较好发挥金刚石的硬度优势,实现更平稳且高效的切割过程。
高速切割过程中产生大量摩擦热,如果散热不及时,将加速金刚石颗粒的老化和钎焊层的疲劳。钎焊金刚石锯片通常配备多槽散热片结构,通过增加散热表面积和气流通道,实现高效率热量释放,最大限度地降低刀头温度。实验表明,合理设计的散热片可将刀头温度降低10℃至15℃,有效延长锯片的连续切割时间,保证作业稳定性与安全性。

市场上的金刚石锯片大致分为钎焊、电镀及烧结三类。钎焊锯片因颗粒结合牢固,更适合高硬度材料如花岗岩和混凝土的连续切割;其高耐磨性和抗冲击性为重载工况首选。电镀锯片虽然价格较低,但金刚石层薄且结合力有限,适合轻度装饰材料的切割。烧结锯片利用粉末冶金技术,能实现较好的整体硬度,但散热和振动控制不及钎焊锯片。针对专业硬质材料切割,钎焊锯片的技术领先优势明显。
在花岗岩切割中,钎焊金刚石锯片能保持稳定的切割深度与极低的磨损速率,平均使用寿命达20小时以上,远优于传统烧结锯片的12小时。混凝土切割试验显示,钎焊锯片的切割效率提高25%、尘埃释放量降低15%,显著提升了作业环境安全性与生产效率。

选择钎焊金刚石锯片时,应根据作业材料硬度、切割机类型及切割频率综合考量,推荐选用400mm规格的锯片以兼顾切割深度和设备性能匹配。注意刀片使用中的转速控制,避免超出规格范围(一般为4500 RPM 以下)以防过热。定期清洁散热槽和涂抹专用润滑剂,有效减缓磨损并延长刀片寿命。正确维护结合科学钎焊技术的高品质锯片,能最大化提升切割效率与安全性。














