

在金属加工领域,高强度合金钢的切割一直是工程师们面临的棘手问题。传统树脂刀片在面对硬度高达HRC 45-65的合金钢时,平均寿命往往不超过8小时,且频繁崩刃导致的生产中断和材料浪费,每年给制造业带来数以百万计的损失。本文将从材料特性、刀片设计原理到实际应用场景,为您系统解析如何科学选择焊接金刚石切割片,帮助您提升切割效率30%以上,同时降低综合运营成本。
高强度合金钢之所以难以切割,源于其独特的物理特性组合:
这些特性直接导致传统切割工具出现三大问题:磨料快速钝化、刀片基体变形、切割效率骤降。某重型机械加工厂的实测数据显示,在切割硬度HRC 50的42CrMo合金钢时,树脂结合剂切割片平均寿命仅为6.5小时,而优质焊接金刚石切割片可达到45小时以上,寿命提升近7倍。
焊接金刚石切割片通过独特的设计理念,完美解决了高强度合金钢切割的痛点。其核心优势体现在三个方面:
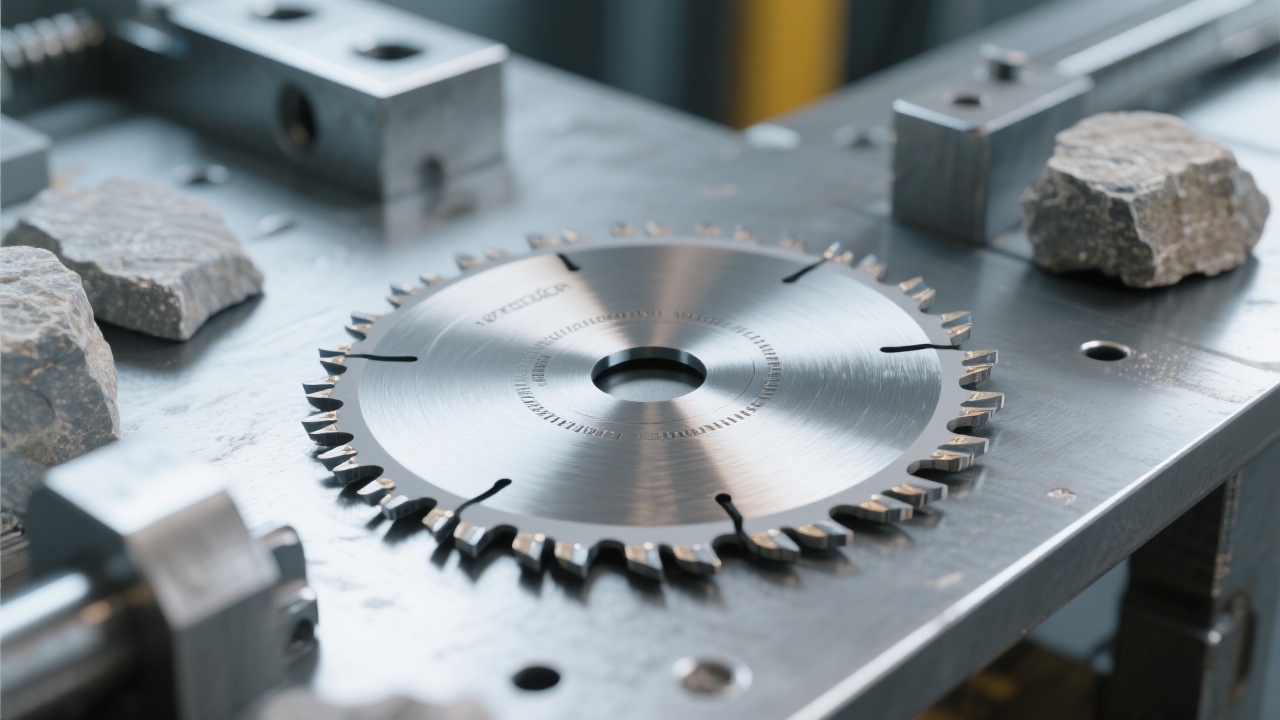
采用65Mn高锰钢作为基体材料,其屈服强度可达800-900MPa,硬度HRC 38-42,兼具高强度和良好韧性。通过高频焊接工艺将金刚石磨料层与基体结合,结合强度超过250MPa,确保在高速切割(通常3500-5000RPM)时不会出现掉齿现象。
针对不同合金钢特性,设计有标准齿、交错齿和涡轮齿三种基本齿形。其中涡轮齿设计可使排屑效率提升40%,有效减少切割区温度。某汽车零部件制造商的案例显示,使用涡轮齿金刚石切割片后,切割区温度从传统刀片的280°C降至160°C,显著减少了工件热变形。

科学的选型过程应遵循以下四个步骤,确保切割刀片与具体应用场景完美匹配:
首先确定被切割材料的关键参数:硬度(HRC值)、厚度(建议分为<10mm、10-50mm、>50mm三档)、形状(板材、棒材或异形件)及表面质量要求。例如,切割厚度30mm的HRC 55高强度合金钢板,与切割直径80mm的HRC 45合金圆棒,所需刀片参数截然不同。
根据切割设备的功率(建议≥3.0kW)、主轴转速(推荐3000-6000RPM)和最大刀片直径,选择适配的切割片规格。特别注意设备的额定负载,避免"小马拉大车"导致的效率低下和安全隐患。
合理设定进给速度(通常300-800mm/min)和切割深度,采用"慢进快退"的切割策略。在切割硬度超过HRC 50的材料时,建议采用冷却润滑系统,可使刀片寿命延长25-35%。
基于前三项分析结果,选择合适的刀片直径、厚度、磨料粒度(推荐30/40-60/80目)和浓度(75-125%)。一般而言,高硬度材料宜选用较粗粒度和高浓度磨料,以提高切削能力。

某大型工程机械制造厂在加工高强度合金结构件时,曾长期面临三大问题:传统刀片寿命短(平均4-6小时)、切割精度差(±0.3mm)、粉尘污染严重。通过采用优化后的焊接金刚石切割方案,实现了显著改善:
| 指标 | 传统树脂刀片 | 焊接金刚石切割片 | 提升幅度 |
|---|---|---|---|
| 平均寿命 | 5小时 | 42小时 | 740% |
| 切割精度 | ±0.3mm | ±0.1mm | 67% |
| 粉尘排放量 | 高 | 低(减少60%) | 60% |
| 单件加工成本 | ¥12.5 | ¥3.8 | 69.6% |
该案例中,通过选用直径350mm、涡轮齿形、60/80目金刚石磨料的焊接切割片,配合优化的切割参数,不仅解决了传统切割方式的效率和质量问题,还大幅降低了粉尘污染,改善了车间工作环境,每年为企业节省刀具成本超过80万元。
为帮助用户快速准确地选择适合的切割片,我们提供专业的选型咨询服务。无论您是切割厚度2mm的精密合金板材,还是直径300mm的大型合金锻件,我们的技术团队都能根据您的具体需求,提供定制化的切割解决方案。
我们的技术专家将根据您的材料特性、设备参数和生产需求,提供从刀片选型到工艺优化的全流程支持,助您实现切割效率最大化和成本最优化。无论您是金属加工车间的技术主管,还是设备采购负责人,都能通过我们的专业服务,解决高强度合金钢切割的技术难题,提升生产竞争力。
在金属加工行业竞争日益激烈的今天,选择正确的切割工具不仅能提高生产效率,更能显著降低运营成本,为企业创造更大利润空间。焊接金刚石切割片凭借其卓越的性能和可靠性,已成为高强度合金钢切割的首选方案。通过本文介绍的选型方法和实际应用案例,相信您已经对如何选择适合的切割片有了清晰的认识。















